碳纤维连续镀镍生产工艺及其屏蔽复合材料
By www.cfrp.com.cn
随着科学技术的发展和城市人口的迅速增长,汽车、电子、通信、计算机及电气设备等大量进入家庭,生产和生活中的电子电气设施越来越多,造成的电磁波辐射正以每年7%~14%的速度递增,电磁波引起的电磁干扰(EMI)问题日益严重。
因此,如何减少电磁辐射强度,防止电磁辐射污染,保护环境,保护人体健康,已经急迫地提到议事日程。电磁屏蔽材料的研发已成为人们关注的重要课题。金属材料是理想的防电磁波辐射的材料,也是目前应用较为广泛的电磁屏蔽材料。新型电磁屏蔽材料的研究正向着高屏蔽效率、低密度的方向发展,用大量塑料代替金属材料成为现代材料的发展趋势。碳纤维强度高、质量轻,并且具有较高的导电性能,可直接用于制备轻质屏蔽材料,但其导电性不及相应的金属材料。镀金属碳纤维不仅具有碳纤维的高强度,而且有类似金属的导电性,是现代高性能屏蔽材料的理想添加体。
本研究组前期曾采用溶液混料法制备了Ni-CF/ABS电磁屏蔽材料,在30~1200MHz频率范围内,其电磁屏蔽效能达到83dB[8]。但是溶液混料法步骤繁琐,只局限于实验室内研究使用,较难应用于实际生产。本文中研究采用单螺杆挤出工艺连接自动造粒设备制备Ni-CF/ABS电磁屏蔽复合材料。该工艺制备成本较低,能实现规模自动化生产,可以弥补国内迫切需求的工艺简单、价格适中、电磁屏蔽效能优良的碳纤维复合材料的空缺。
本文作者首先对碳纤维表面金属化,然后采用单螺杆挤出工艺制备Ni-CF/ABS复合材料,并对复合材料的力学性能和电磁屏蔽性能的影响因素进行研究,为设计高性能碳纤维电磁屏蔽材料提供依据。实验结果显示,Ni-CF/ABS复合材料具有优良的力学性能和突出的电磁屏蔽性能,是一种具有很好发展前景的电磁屏蔽材料。
1 实验部分
1.1 原材料
实验用碳纤维为吉林碳素厂提供的T300型碳纤维,密度为1.75g/cm3,直径为6~8μm,每丝束纤维含12000根单丝;电镀用试剂为分析纯,由天津江天化工技术有限公司提供;ABS由北京燕山石化有限公司提供;钛酸酯由安徽泰昌化工有限公司提供。
1.2 碳纤维的电镀与表面处理
将硫酸镍、硼酸等化学试剂按照一定比例配制成溶液,在适当温度下对碳纤维进行电镀。将电镀好的镀镍碳纤维(Ni-CF)用大量清水反复冲洗,干燥后进行表面处理;之后将Ni-CF放入混和溶液中浸泡30min,烘干。
1.3 复合材料制备
将各种添加剂以一定比例与ABS充分混合。采用单螺杆挤出法将混合后的ABS包覆在Ni-CF表面。单螺杆挤出法即将混和好的ABS粒料从主料口加入,Ni-CF从侧加料口加入,挤出温度220~260℃,包覆好的原料从出料口挤出。将包覆好的原料切成长度适当的粒料,然后将粒料注塑成型加工成标准试样。复合材料中碳纤维的质量分数(Wf)分别为9%、12%、15%,复合材料样品厚度为2mm。
1.4 性能测试
采用SEM对碳纤维电镀前后的形貌进行观察;采用光学显微镜对材料镀层厚度进行观察;弯曲性能参照GB/T9341-2000,采用CSS-44001电子万能试验机测试;电磁屏蔽效能参照QJ2809-96,由中国计量科学研究院测定。测试环境条件:温度为22.5℃;湿度为45%(RH);测试频率范围为30~1200MHz。
2 结果与分析
2.1 碳纤维连续电镀镍生产工艺研究
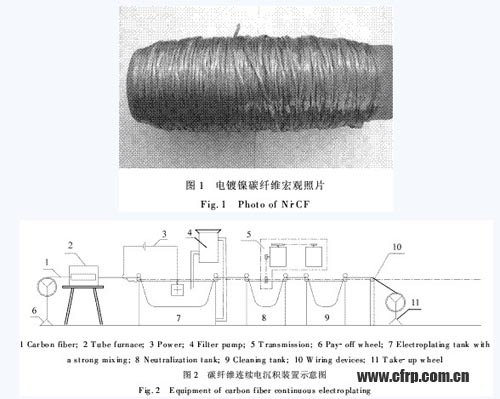
本研究首先对碳纤维进行表面电镀镍处理,电镀镍工艺采用自行研制的连续电镀生产设备。图1为收集的电镀后碳纤维宏观照片。从图1可以看出,M电镀后的碳纤维表面呈银白色,有金属光泽。电镀生产设备的装置示意图如图2所示。
2.2 电镀前后碳纤维形貌
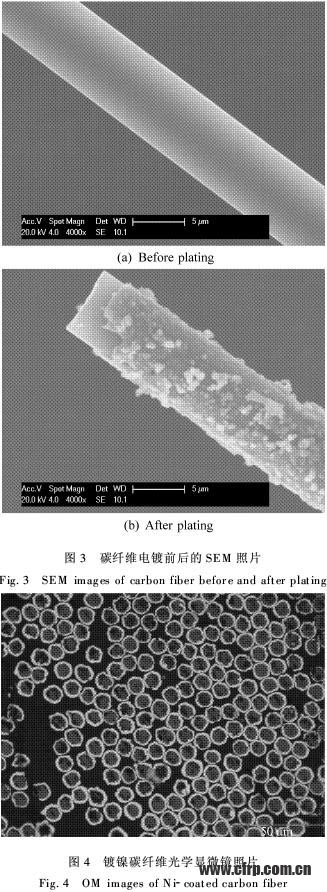
图3为碳纤维电镀前后的SEM照片。对比图3(a)和3(b)可知,电镀后碳纤维表面镀镍层均匀、连续,同时镀镍层表面粗糙,有利于提高碳纤维与ABS之间的界面结合。图4为镀镍碳纤维镶嵌试样的横截面光学显微镜照片。镀层厚度均匀,经过尺寸标定计算镀层厚度约为1.5μm。
2.3 表面处理对力学性能的影响
界面是复合材料的重要组成部分,起着连接增强材料与基体的桥梁作用,是外加载荷从基体向增强材料传递的纽带,对复合材料的宏观性能起着极为重要的作用[9-10]。钛酸酯是一种常用的、有效的偶联剂和表面处理剂,可以提高纤维与基体间的界面结合强度,优化复合材料的宏观性能[11-13]。因此,本实验采用钛酸酯作为偶联剂对纤维进行表面处理,并与未使用偶联剂的复合材料的力学性能进行对比。
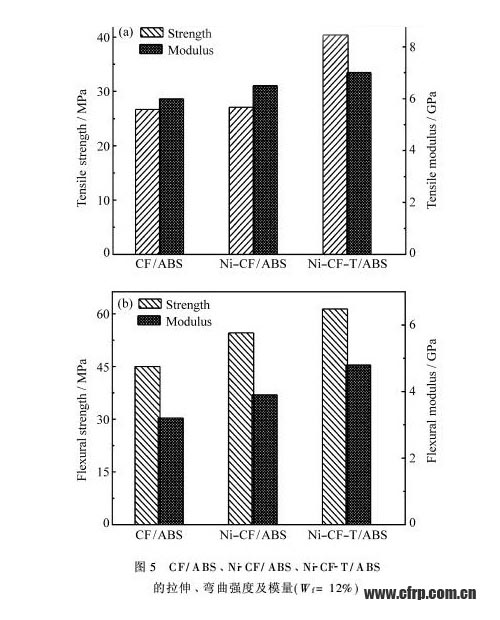
图5(a)是未镀镍碳纤维(CF)以及不使用和使用偶联剂处理的镀镍碳纤维(Ni-CF)分别与ABS复合制得的复合材料(分别简写为CF/ABS、Ni-CF/ABS、Ni-CF-T/ABS)的拉伸强度和拉伸模量(碳纤维质量分数为12%)。从图5(a)可以看出,经钛酸酯偶联剂处理过的Ni-CF-T/ABS的拉伸强度和拉伸模量均比其他2种复合材料高,分别为41MPa和7GPa。CF/ABS和Ni-CF/ABS的拉伸强度相差不多,为27MPa左右;拉伸模量分别为6GPa和6.5GPa。Ni-CF/ABS的拉伸性能略高于CF/ABS。
图5(b)是CF/ABS、Ni-CF/ABS及Ni-CF-T/ABS的弯曲强度和弯曲模量。由图5(b)可以看出,Ni-CF-T/ABS的弯曲强度和弯曲模量最高,分别为61.4MPa和4.8GPa。CF/ABS的弯曲强度和弯曲模量最低,分别为45MPa和3.2GPa。Ni-CF/ABS的弯曲强度和弯曲模量介于前二者之间,为54.6MPa和4GPa。
由上述拉伸和弯曲性能的测试结果可以看出,碳纤维与ABS复合材料的力学性能最低,镀镍碳纤维复合材料居中,经钛酸酯处理后的镀镍碳纤维复合材料力学性能最高,拉伸强度和弯曲强度分别比处理前提高了52%和12.5%。可能的原因如下:其一,由于单根碳纤维直径很小,相互之间存在较大的静电吸附力,影响注塑工艺中纤维的分散,致使碳纤维复合材料的整体力学性能较低。镀镍碳纤维由于每根纤维表面包覆有金属,丝束内部纤维间静电吸附力减弱,在同样的注塑条件下,镀镍碳纤维分散情况明显好于未镀镍碳纤维。其二,复合材料制备过程中单螺杆等设备对纤维具有一定的损伤,导致纤维强度受到一定的影响。纤维镀镍后,金属镍层对纤维具有一定的保护作用,减弱纤维的损伤,因而镀镍碳纤维复合材料力学性能优于未镀镍碳纤维复合材料。钛酸酯偶联剂是一种纤维表面处理剂,偶联处理有助于纤维在基体中的分散,并且提高复合材料的均匀性及界面结合力,使该复合材料具有最高的力学性能。因此下文的研究中均使用钛酸酯偶联剂对镀镍碳纤维进行处理。
2.4 纤维金属化对电磁屏蔽性能的影响
根据Schelkunoff电磁屏蔽理论,材料的电磁屏蔽效能SE由吸收损耗A、反射损耗R和内部反射损耗B组成。当A大于10dB时,B可以忽略,则屏蔽效能是A和R之和,用公式表示为:

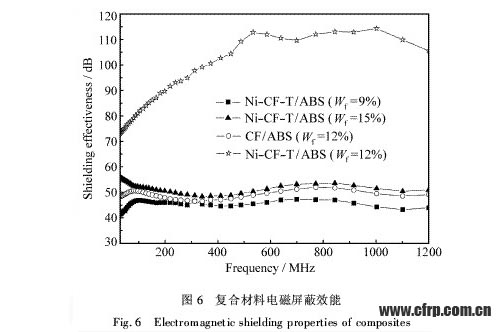
其中:μr为材料相对铜的磁导率;σr为材料相对铜的电导率;f为电磁波的频率;t为材料厚度。因此,当材料厚度t和入射电磁波频率f一定时,材料的电磁屏蔽效能主要与σr和μr有关。纤维表面金属化后,σr和μr值增大,复合材料屏蔽效能增加。图6是复合材料在30~1200MHz频率范围内的电磁屏蔽效能曲线。由图6可以看出,Wf=12%时,CF/ABS的屏蔽值在50dB左右,而Ni-CF-T/ABS的屏蔽值均在73dB以上,最高可达114dB。在500~1000MHz范围内,碳纤维镀镍对电磁屏蔽性能的增强作用尤为显著,屏蔽值提高60dB。可见,纤维表面金属化可明显提高材料的电磁屏蔽性能。同时,110dB的屏蔽值超过国外同类产品。
2.5 纤维含量对电磁屏蔽性能的影响
纤维含量不但对复合材料的力学性能有影响,而且对复合材料的导电性能和电磁屏蔽性能也有很大影响。为了降低复合材料的成本,在满足电磁屏蔽效能的条件下应尽可能降低碳纤维的用量,因此,研究碳纤维的含量对复合材料电磁屏蔽效能的影响具有重要意义。由图6可以看出,当纤维质量分数为9%时,复合材料的屏蔽值为40~50dB;纤维质量分数为15%时,屏蔽值为50~60dB;而当纤维质量分数为12%时,屏蔽值均在73dB以上,最高达到114dB。材料的屏蔽性能受纤维含量及纤维分散程度等因素影响。纤维含量越高,材料的导电性能越好,材料的屏蔽性能也就越高。但是,当纤维含量高于一定数值时,纤维将很难在基体中均匀分散,纤维在基体中得不到均匀分散会引起材料的导电性能下降,进而降低材料的电磁屏蔽性能。在现有实验设备及成型条件下,纤维质量分数高于12%时,纤维在基体中分散困难,因而复合材料在纤维质量分数为12%时屏蔽性能达到最高。
3 结论
(1)自行研制了碳纤维连续电镀镍生产线,由该生产线生产的镀镍碳纤维表面镀层连续均匀,厚度可控。
(2)由钛酸酯偶联剂处理过的纤维所制备的复合材料的拉伸、弯曲性能显著提高,拉伸和弯曲强度分别达到41MPa和61.4MPa,分别比处理前提高了52%和12.5%。
(3)纤维表面金属化可以提高纤维增强ABS复合材料的电磁屏蔽性能,在500~1000MHz范围内复合材料电磁屏蔽效能值最高。
(4)纤维含量对复合材料的屏蔽性能有很大影响。当纤维质量分数为12%时,复合材料屏蔽效能最佳。
随着科学技术的发展和城市人口的迅速增长,汽车、电子、通信、计算机及电气设备等大量进入家庭,生产和生活中的电子电气设施越来越多,造成的电磁波辐射正以每年7%~14%的速度递增,电磁波引起的电磁干扰(EMI)问题日益严重。
因此,如何减少电磁辐射强度,防止电磁辐射污染,保护环境,保护人体健康,已经急迫地提到议事日程。电磁屏蔽材料的研发已成为人们关注的重要课题。金属材料是理想的防电磁波辐射的材料,也是目前应用较为广泛的电磁屏蔽材料。新型电磁屏蔽材料的研究正向着高屏蔽效率、低密度的方向发展,用大量塑料代替金属材料成为现代材料的发展趋势。碳纤维强度高、质量轻,并且具有较高的导电性能,可直接用于制备轻质屏蔽材料,但其导电性不及相应的金属材料。镀金属碳纤维不仅具有碳纤维的高强度,而且有类似金属的导电性,是现代高性能屏蔽材料的理想添加体。
本研究组前期曾采用溶液混料法制备了Ni-CF/ABS电磁屏蔽材料,在30~1200MHz频率范围内,其电磁屏蔽效能达到83dB[8]。但是溶液混料法步骤繁琐,只局限于实验室内研究使用,较难应用于实际生产。本文中研究采用单螺杆挤出工艺连接自动造粒设备制备Ni-CF/ABS电磁屏蔽复合材料。该工艺制备成本较低,能实现规模自动化生产,可以弥补国内迫切需求的工艺简单、价格适中、电磁屏蔽效能优良的碳纤维复合材料的空缺。
本文作者首先对碳纤维表面金属化,然后采用单螺杆挤出工艺制备Ni-CF/ABS复合材料,并对复合材料的力学性能和电磁屏蔽性能的影响因素进行研究,为设计高性能碳纤维电磁屏蔽材料提供依据。实验结果显示,Ni-CF/ABS复合材料具有优良的力学性能和突出的电磁屏蔽性能,是一种具有很好发展前景的电磁屏蔽材料。
1 实验部分
1.1 原材料
实验用碳纤维为吉林碳素厂提供的T300型碳纤维,密度为1.75g/cm3,直径为6~8μm,每丝束纤维含12000根单丝;电镀用试剂为分析纯,由天津江天化工技术有限公司提供;ABS由北京燕山石化有限公司提供;钛酸酯由安徽泰昌化工有限公司提供。
1.2 碳纤维的电镀与表面处理
将硫酸镍、硼酸等化学试剂按照一定比例配制成溶液,在适当温度下对碳纤维进行电镀。将电镀好的镀镍碳纤维(Ni-CF)用大量清水反复冲洗,干燥后进行表面处理;之后将Ni-CF放入混和溶液中浸泡30min,烘干。
1.3 复合材料制备
将各种添加剂以一定比例与ABS充分混合。采用单螺杆挤出法将混合后的ABS包覆在Ni-CF表面。单螺杆挤出法即将混和好的ABS粒料从主料口加入,Ni-CF从侧加料口加入,挤出温度220~260℃,包覆好的原料从出料口挤出。将包覆好的原料切成长度适当的粒料,然后将粒料注塑成型加工成标准试样。复合材料中碳纤维的质量分数(Wf)分别为9%、12%、15%,复合材料样品厚度为2mm。
1.4 性能测试
采用SEM对碳纤维电镀前后的形貌进行观察;采用光学显微镜对材料镀层厚度进行观察;弯曲性能参照GB/T9341-2000,采用CSS-44001电子万能试验机测试;电磁屏蔽效能参照QJ2809-96,由中国计量科学研究院测定。测试环境条件:温度为22.5℃;湿度为45%(RH);测试频率范围为30~1200MHz。
2 结果与分析
2.1 碳纤维连续电镀镍生产工艺研究
本研究首先对碳纤维进行表面电镀镍处理,电镀镍工艺采用自行研制的连续电镀生产设备。图1为收集的电镀后碳纤维宏观照片。从图1可以看出,M电镀后的碳纤维表面呈银白色,有金属光泽。电镀生产设备的装置示意图如图2所示。
2.2 电镀前后碳纤维形貌
图3为碳纤维电镀前后的SEM照片。对比图3(a)和3(b)可知,电镀后碳纤维表面镀镍层均匀、连续,同时镀镍层表面粗糙,有利于提高碳纤维与ABS之间的界面结合。图4为镀镍碳纤维镶嵌试样的横截面光学显微镜照片。镀层厚度均匀,经过尺寸标定计算镀层厚度约为1.5μm。
2.3 表面处理对力学性能的影响
界面是复合材料的重要组成部分,起着连接增强材料与基体的桥梁作用,是外加载荷从基体向增强材料传递的纽带,对复合材料的宏观性能起着极为重要的作用[9-10]。钛酸酯是一种常用的、有效的偶联剂和表面处理剂,可以提高纤维与基体间的界面结合强度,优化复合材料的宏观性能[11-13]。因此,本实验采用钛酸酯作为偶联剂对纤维进行表面处理,并与未使用偶联剂的复合材料的力学性能进行对比。
图5(a)是未镀镍碳纤维(CF)以及不使用和使用偶联剂处理的镀镍碳纤维(Ni-CF)分别与ABS复合制得的复合材料(分别简写为CF/ABS、Ni-CF/ABS、Ni-CF-T/ABS)的拉伸强度和拉伸模量(碳纤维质量分数为12%)。从图5(a)可以看出,经钛酸酯偶联剂处理过的Ni-CF-T/ABS的拉伸强度和拉伸模量均比其他2种复合材料高,分别为41MPa和7GPa。CF/ABS和Ni-CF/ABS的拉伸强度相差不多,为27MPa左右;拉伸模量分别为6GPa和6.5GPa。Ni-CF/ABS的拉伸性能略高于CF/ABS。
图5(b)是CF/ABS、Ni-CF/ABS及Ni-CF-T/ABS的弯曲强度和弯曲模量。由图5(b)可以看出,Ni-CF-T/ABS的弯曲强度和弯曲模量最高,分别为61.4MPa和4.8GPa。CF/ABS的弯曲强度和弯曲模量最低,分别为45MPa和3.2GPa。Ni-CF/ABS的弯曲强度和弯曲模量介于前二者之间,为54.6MPa和4GPa。
由上述拉伸和弯曲性能的测试结果可以看出,碳纤维与ABS复合材料的力学性能最低,镀镍碳纤维复合材料居中,经钛酸酯处理后的镀镍碳纤维复合材料力学性能最高,拉伸强度和弯曲强度分别比处理前提高了52%和12.5%。可能的原因如下:其一,由于单根碳纤维直径很小,相互之间存在较大的静电吸附力,影响注塑工艺中纤维的分散,致使碳纤维复合材料的整体力学性能较低。镀镍碳纤维由于每根纤维表面包覆有金属,丝束内部纤维间静电吸附力减弱,在同样的注塑条件下,镀镍碳纤维分散情况明显好于未镀镍碳纤维。其二,复合材料制备过程中单螺杆等设备对纤维具有一定的损伤,导致纤维强度受到一定的影响。纤维镀镍后,金属镍层对纤维具有一定的保护作用,减弱纤维的损伤,因而镀镍碳纤维复合材料力学性能优于未镀镍碳纤维复合材料。钛酸酯偶联剂是一种纤维表面处理剂,偶联处理有助于纤维在基体中的分散,并且提高复合材料的均匀性及界面结合力,使该复合材料具有最高的力学性能。因此下文的研究中均使用钛酸酯偶联剂对镀镍碳纤维进行处理。
2.4 纤维金属化对电磁屏蔽性能的影响
根据Schelkunoff电磁屏蔽理论,材料的电磁屏蔽效能SE由吸收损耗A、反射损耗R和内部反射损耗B组成。当A大于10dB时,B可以忽略,则屏蔽效能是A和R之和,用公式表示为:
其中:μr为材料相对铜的磁导率;σr为材料相对铜的电导率;f为电磁波的频率;t为材料厚度。因此,当材料厚度t和入射电磁波频率f一定时,材料的电磁屏蔽效能主要与σr和μr有关。纤维表面金属化后,σr和μr值增大,复合材料屏蔽效能增加。图6是复合材料在30~1200MHz频率范围内的电磁屏蔽效能曲线。由图6可以看出,Wf=12%时,CF/ABS的屏蔽值在50dB左右,而Ni-CF-T/ABS的屏蔽值均在73dB以上,最高可达114dB。在500~1000MHz范围内,碳纤维镀镍对电磁屏蔽性能的增强作用尤为显著,屏蔽值提高60dB。可见,纤维表面金属化可明显提高材料的电磁屏蔽性能。同时,110dB的屏蔽值超过国外同类产品。
2.5 纤维含量对电磁屏蔽性能的影响
纤维含量不但对复合材料的力学性能有影响,而且对复合材料的导电性能和电磁屏蔽性能也有很大影响。为了降低复合材料的成本,在满足电磁屏蔽效能的条件下应尽可能降低碳纤维的用量,因此,研究碳纤维的含量对复合材料电磁屏蔽效能的影响具有重要意义。由图6可以看出,当纤维质量分数为9%时,复合材料的屏蔽值为40~50dB;纤维质量分数为15%时,屏蔽值为50~60dB;而当纤维质量分数为12%时,屏蔽值均在73dB以上,最高达到114dB。材料的屏蔽性能受纤维含量及纤维分散程度等因素影响。纤维含量越高,材料的导电性能越好,材料的屏蔽性能也就越高。但是,当纤维含量高于一定数值时,纤维将很难在基体中均匀分散,纤维在基体中得不到均匀分散会引起材料的导电性能下降,进而降低材料的电磁屏蔽性能。在现有实验设备及成型条件下,纤维质量分数高于12%时,纤维在基体中分散困难,因而复合材料在纤维质量分数为12%时屏蔽性能达到最高。
3 结论
(1)自行研制了碳纤维连续电镀镍生产线,由该生产线生产的镀镍碳纤维表面镀层连续均匀,厚度可控。
(2)由钛酸酯偶联剂处理过的纤维所制备的复合材料的拉伸、弯曲性能显著提高,拉伸和弯曲强度分别达到41MPa和61.4MPa,分别比处理前提高了52%和12.5%。
(3)纤维表面金属化可以提高纤维增强ABS复合材料的电磁屏蔽性能,在500~1000MHz范围内复合材料电磁屏蔽效能值最高。
(4)纤维含量对复合材料的屏蔽性能有很大影响。当纤维质量分数为12%时,复合材料屏蔽效能最佳。